溶融亜鉛めっきライン・工場
1500mm 連続亜鉛めっきライン 1. 基本原材料の設計: 酸洗熱間圧延ストリップ、冷間圧延炭素構造用鋼、高品質炭素構造用鋼、低合金鋼ストリップが一致する必要があります。
説明
基礎情報
| モデル番号。 | CGL001 |
| リズム | 流れる生産ライン |
| 生産規模 | 生産ライン |
| 顧客サービス | 1年 |
| 年間生産能力 | 25万トン |
| エネルギー源 | 水道、電気、ガス |
| ストリップの厚さ | 0.2~2.5mm |
| ストリップ幅 | 500 ~ 1500 mm (最大) |
| 保証期間 | 1年 |
| 輸送パッケージ | 標準耐航パッケージ |
| 仕様 | スタール |
| 商標 | 太陽協会 |
| 起源 | 山東省 |
| HSコード | 8479819000 |
| 生産能力 | 12セット/年 |
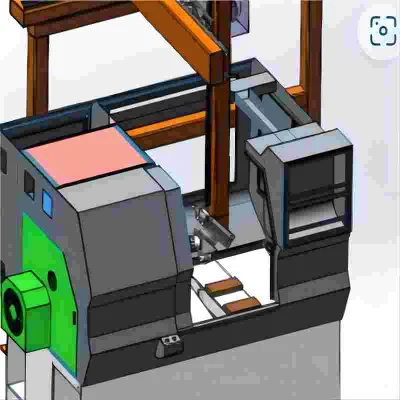
製品説明
1500mm 連続亜鉛めっきライン 1. 設計ベース 原材料: 酸洗熱間圧延ストリップ、冷間圧延炭素構造用鋼、高品質炭素構造用鋼および低合金鋼コイルは標準に準拠する必要があります: GB708-88: 寸法、形状、重量および許容誤差冷間圧延シート/ストリップおよび GB13237- 91: 高品質の冷間圧延炭素鋼厚板/ストリップ2。 生産能力: 250,000 MT/年3. 年間時間: 8760 h4。 年間重整備時間: 720 時間 (30×24 時間)5. 年間固定保守時間:480時間(4回×5日×24時間)6.年間定格稼働時間:7560時間(8760-720-480)7.停止時間:390時間8.年間有効稼働時間:7170時間(製品割合で計算)9 .プロセス方法:NOF-メソッド10.製品プロセス:溶融亜鉛めっき11。 製品品質基準: GB2518-200412 を実行します。 工程配置:サドル→コイルキャリッジ→巻出しローラー→加圧ローラー→ハサミ→シーム溶接機→ブライドルローラー→エントリーループ→ブライドルローラー→脱脂部→熱風乾燥機→ステアリングユニット→レインローラー→張力測定→焼鈍炉→炉ブライドル→ 亜鉛ポット→ シンキングローラー→ エアナイフ→ 冷却塔→ タワー回転ローラー→ 空冷装置→ 焼入槽→ 熱風乾燥機→ ステアリング装置→ レインローラー→ ドレッシングローラー→ ブライドルローラー→ テンションコンペンセータ→ ブライドルローラー→ パシベーションコーター→乾燥炉→アウトプットループ→ブライドルローラー→静電オイラー→ハサミ→加圧ローラー→コイルリール→コイルカー→Sアドル焼鈍炉は直火とガスジェットパイプを混合した横型構造のNOF処理です。 この設計には、良好な焼きなまし品質、炉内の汚染がない、ねじ切り、メンテナンスが容易という利点があります。 パワークーリングを搭載し、温度低下能力を向上させています。 セラミック亜鉛ポットは電力周波数インダクターによって加熱され、溶解能力と温度適応性が向上します。 冷却塔には5台の空気冷却器が装備されており、亜鉛めっき帯鋼の温度を急速に下げます。弊社の連絡先
今すぐ送信